
- 상품명
- 키워드
- 제품 모델
- 제품 요약
- 제품 설명
- 전체 텍스트 검색
 한국어
한국어 번호 검색 :111 저자 :그랜드 포장 게시: 2020-04-21 원산지 :Grand Packing
시장에서 N95는 많은 종류입니다. 오늘 우리가 도입 한 N95 마스크 기계는 제품 마스크입니다.
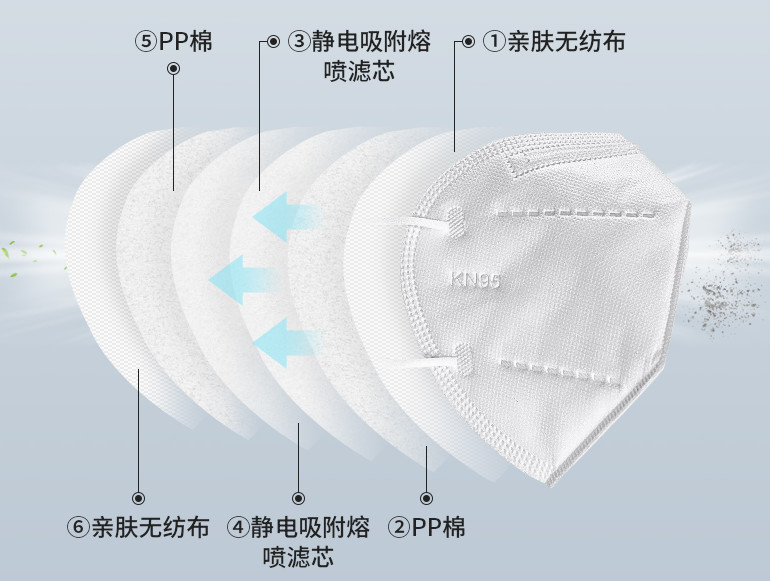
① 피부 친화적 인 비직
pp면
③ 정전기 흡착 용융 필터
④ 정전기 흡착 용융 필터
pp면
⑥ 피부 친화적 인 비직
다음 그림은 axonometric입니다.

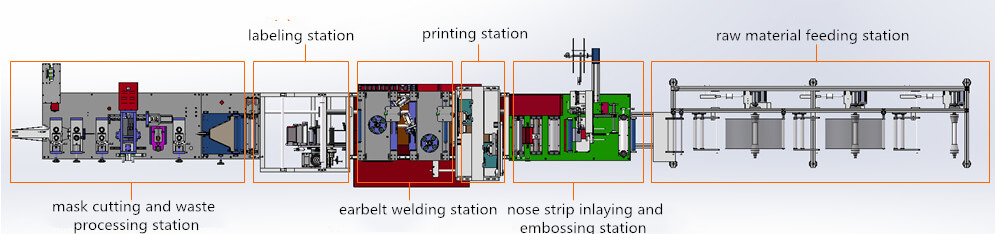
전체 프로세스는 다음과 같이 표시됩니다.
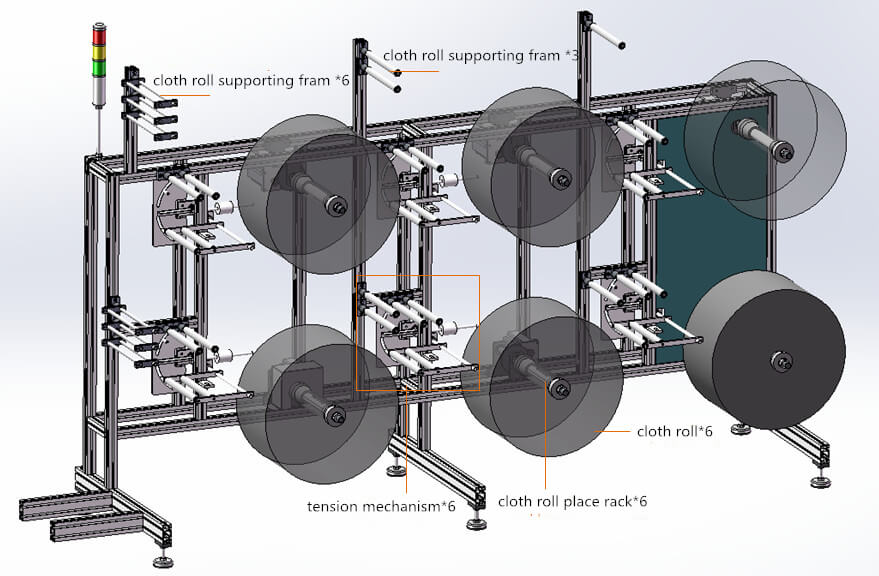
일반적으로 N95는 3-6 층 천으로 구성 되며이 마스크 기계는 6 개의 층의 마스크를 생성 할 수 있습니다. 천 롤 수량은 엔드 마스크 층에 의해 결정됩니다. 마스크 층 수, 천 롤 수.
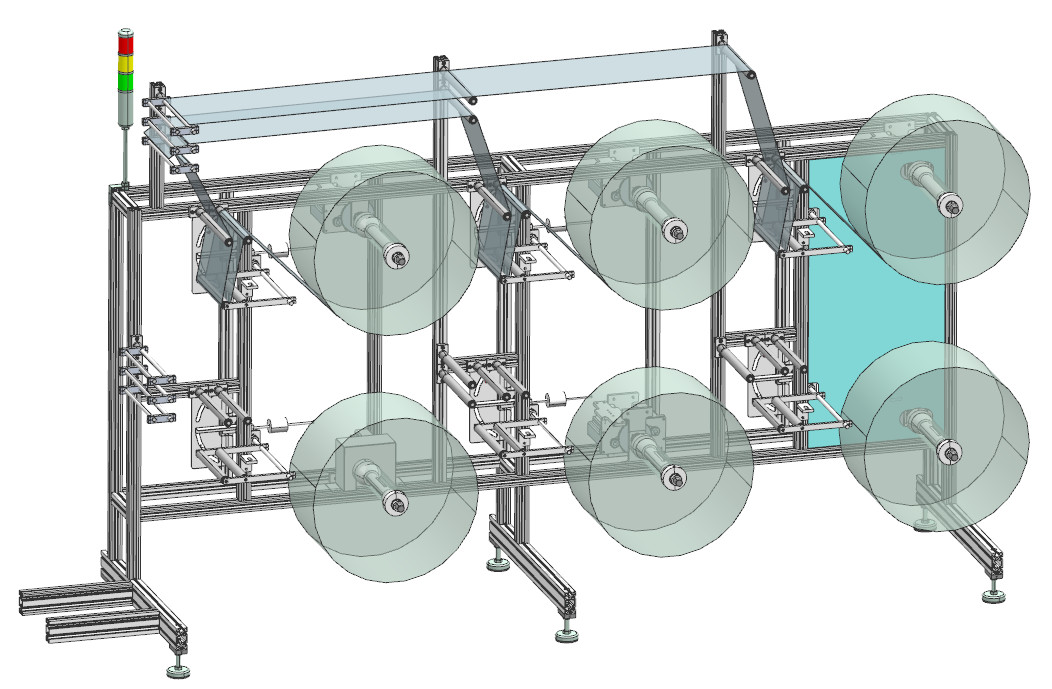
모든 천 롤은 먼저 긴장 메커니즘을 가로 지르며 천 롤지지 프레임으로지지되고 다음 스테이션에 연결됩니다.
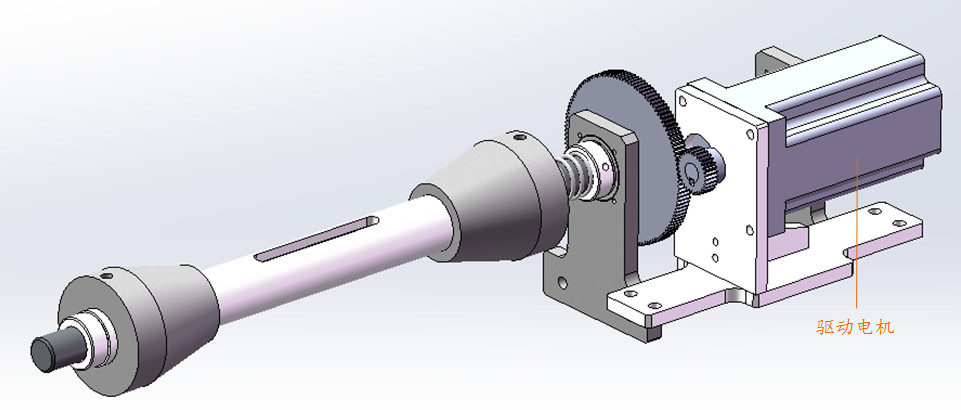
운전 모터
이 장치는 구동 모터로 구동됩니다.
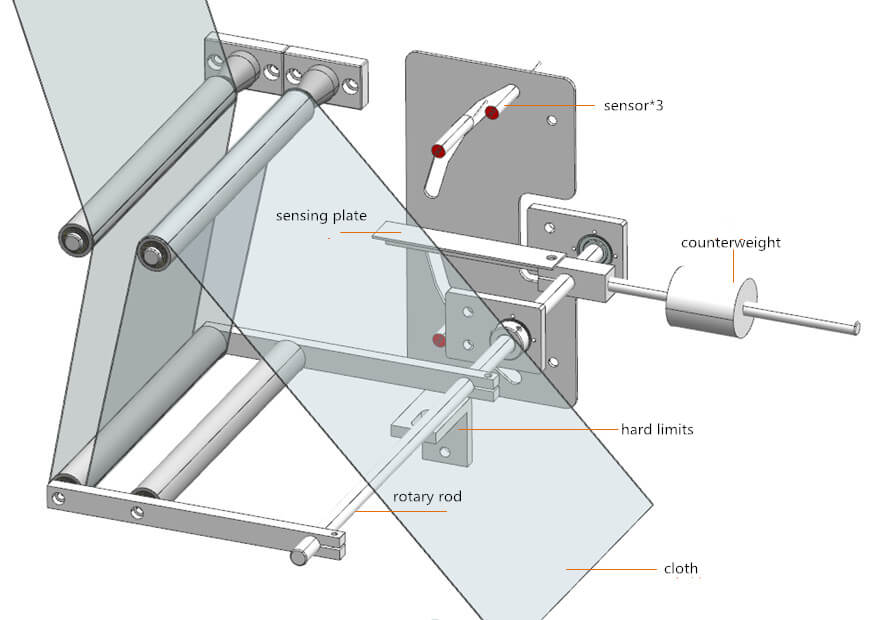
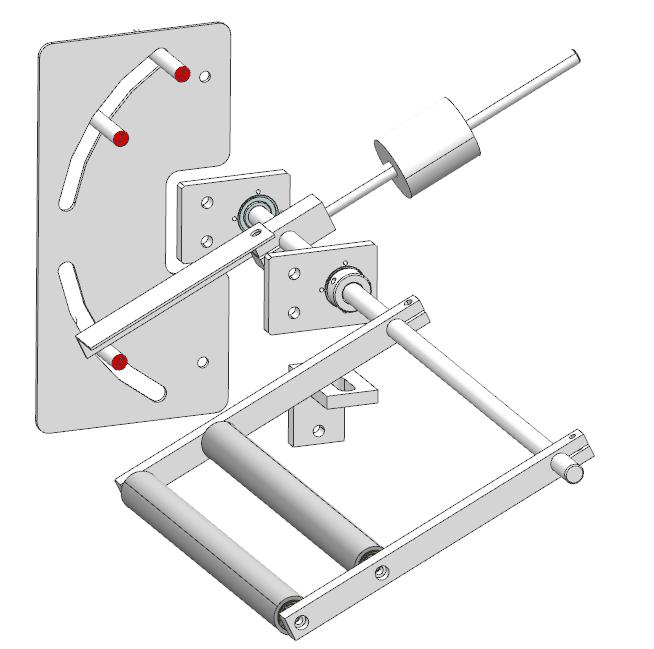
이 긴장 메커니즘은 천이 너무 느슨하거나 긴장되는 것을 방지 할 수 있습니다. 특정 원칙은 다음과 같습니다.
a) 천 재료는 먼저 출시됩니다. 재료 방출 속도는 생산 중 재료 공급 속도보다 높기 때문에 재료는 느슨해집니다. 이 경우, 로터리로드 왼쪽의 롤러는 센서에 의해 감지 플레이트가 감지 될 때까지 중력으로 인해 떨어집니다. 당시 운전 모터가 정지됩니다. 이 과정에서 천은 긴장을 유지합니다.
b) 모터를 구동 한 후 회전을 중지하면 천 재료가 텐서와 텐서가됩니다. 그런 다음 감지 플레이트가 감지 될 때까지 롤러가 위쪽으로 이동합니다. 그리고 재료가 다시 해제됩니다.
c) 위의 프로세스가 반복됩니다.
그림에서 우리는 카운터 웨이트를 찾습니다. 두 개의 롤러의 천 재료에 대한 하향 압력을 줄일 수 있지만, 감소 된 압력은 여전히 무게로 압도됩니다. 따라서 장력 메커니즘은이 두 롤러로 정상적으로 회전합니다. 우리는 또한 단단한 리미터를 찾을 수 있습니다. 재료 장소 자루가 비어 있으면 리미터가 로터리로드를지지 할 수 있습니다.
문제는 장력 메커니즘이 필요한 이유입니다. 실제로 장력 메커니즘이 없으면 재료는 다음 스테이션과 직접 연결해야합니다. 그렇게 운영되면 몇 가지 문제가 있습니다. 예를 들어, 재료가 너무 느슨하거나 긴장되는 것을 피하려면 모든 스테이션에서 속도가 동일해야합니다. 생산은 확실하고 천 롤의 회전 속도가 동일하게 조정될 수 있지만 롤 직경이 바뀌고 있습니다. 따라서 재료 방출 속도는 안정적이지 않습니다. 마침내, 물질 방출 속도를 공급 속도로 해당하기가 어렵습니다.
요약하면, 장력 메커니즘은 재료 부족이 감지 될 때 재료를 방출하는 데 역할을하고 특정 길이의 재료가 방출 될 때 방출을 중지합니다.
이 장치는 비교적 간단합니다.
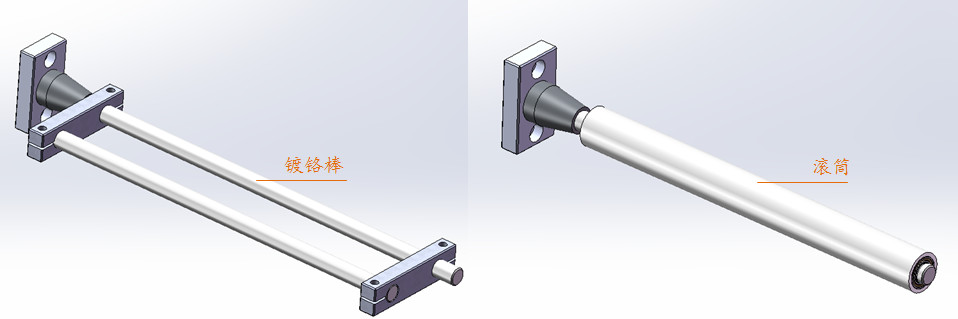
크롬 바/롤러
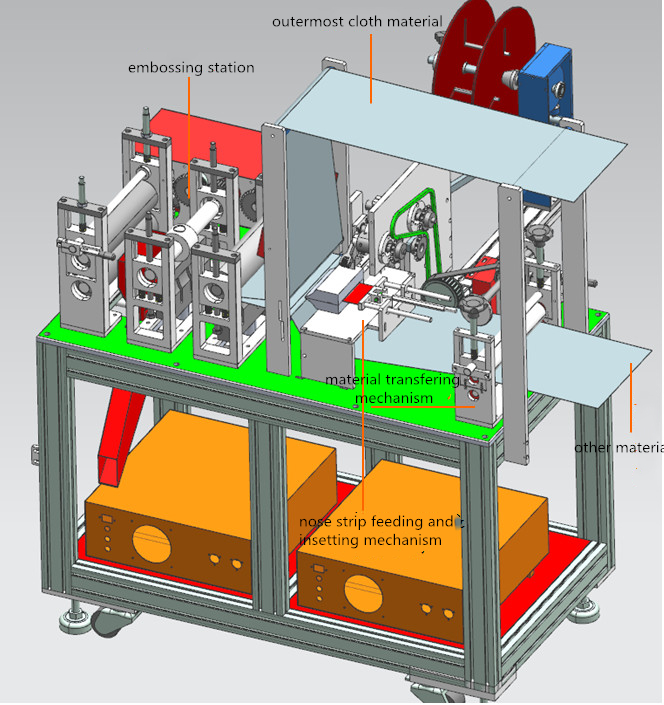
이 스테이션에 대한 분석을하기 전에 한 가지 질문에 답변해야합니다. 물질 층이 상단에서 처리되는 이유입니다. 우리 모두 알다시피, N95 마스크는 단일 재료 층을 접어 코 스트립이 삽입되는 일회용 마스크가 아닙니다. 따라서, 가장 바깥 쪽 재료는 상단에서 처리되어 코 스트립이 재료 층 사이에 삽입 될 수 있도록해야합니다.
ㅏ. 가장 바깥 쪽 재료 및 기타 재료는 상기 그림에 표시된 경로에서 스테이션에 공급됩니다.
비. 재료가 스테이션으로 전달되는 동안 코 스트립 삽입 스테이션은 천 층 사이에 스트립을 삽입합니다.
ㅏ. 재료 전송 장치
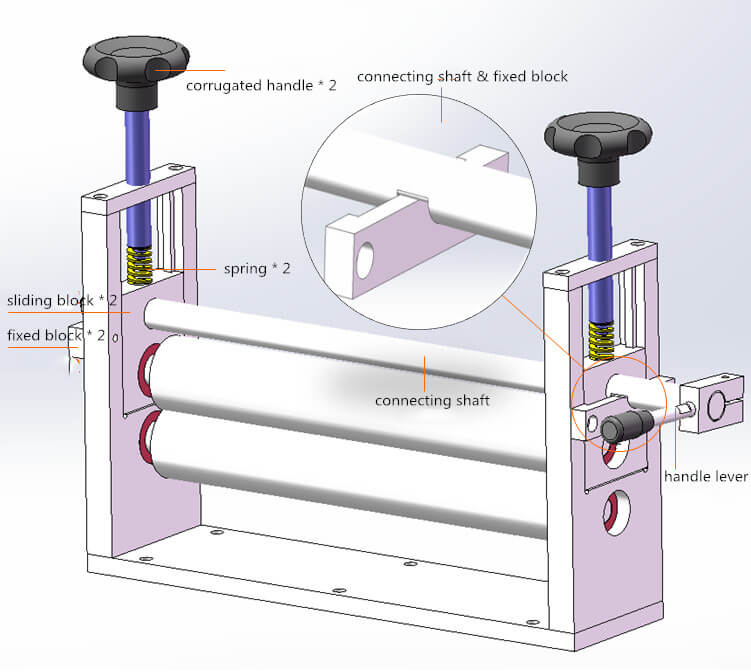
이 장치는 재료 레이어를 누를 수 있습니다. 원리는 다음과 같습니다. 골판지 손잡이를 조인 다음 스프링으로 슬라이딩 블록을 압축합니다.
이 장치의 기능은 매우 간단하므로 기능을 직접 논의하겠습니다. 고정 블록이 연결 샤프트의 그루브에 붙어 있음을 알 수 있습니다. 이 경우 커넥팅 샤프트가 회전함에 따라 증가하거나 낮아집니다. 핸드 레버가 회전하면 상단 롤러가 들어 올립니다. 따라서 두 롤러 사이에 새로운 재료를 편리하게 배치 할 수 있습니다.
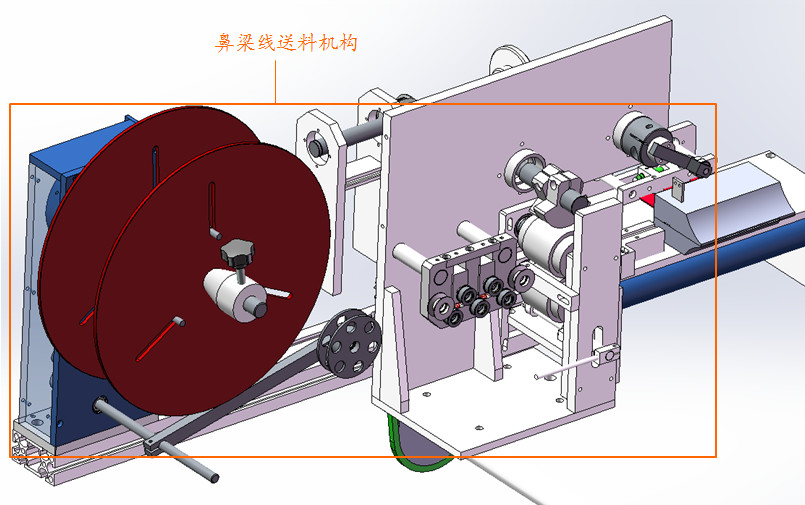
코 스트립 수유 메커니즘
a)이 메커니즘의 운전
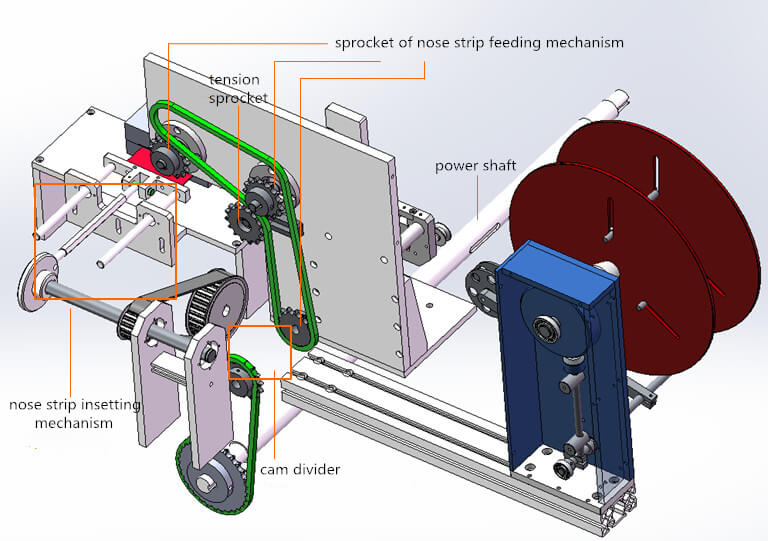
이 메커니즘은 전력 샤프트에 의해 완전히 구동되며, 이는 다음 스테이션에도 전원을 공급합니다.
그 후, 전력은 Cam Davider로 전달되고 마침내 코 스트립 공급 및 삽입 메커니즘으로 전달됩니다.
Cam Divider는 어떻습니까?

2 개의 입력 샤프트와 1 개의 출력 샤프트가 있습니다. 입력 샤프트는 전력 및 재료 공급 스프로킷 및 재료 삽입 메커니즘의 동기 휠과 출력 샤프트와 연결됩니다.
위의 그림에서 두 입력 샤프트는 통합이므로 전원을 재료 공급 스프로킷으로 직접 전달하여 중단없이 이동할 수 있습니다. 한편, 출력 샤프트와 연결되는 동기 휠은 분배기의 내부 구조로 인해 간헐적으로 회전하게됩니다.
b) 코 스트립 공급 메커니즘
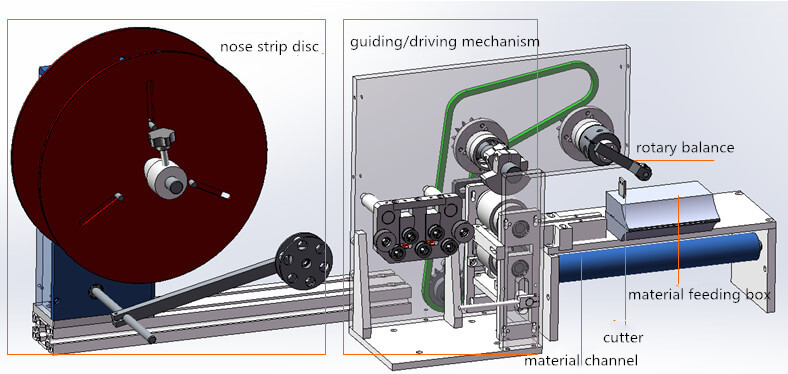
나. 흐름 순서
재료 디스크 → 안내/운전 메커니즘. (재료 디스크는 운전에 전원이 필요하지 않으며 코 스트립은 구동 메커니즘에 의해 구동됩니다.)
안내/운전 메커니즘 → 재료 채널 → 재료 공급 상자.
코 스트립이 공급 된 후, 로터리 밸런스는 절단기를 구동하여 스트립을 자른 다음 스트립을 천 재료로 밀어 넣습니다.
위의 프로세스가 반복됩니다.
II. 작동 원리
코 스트립 디스크
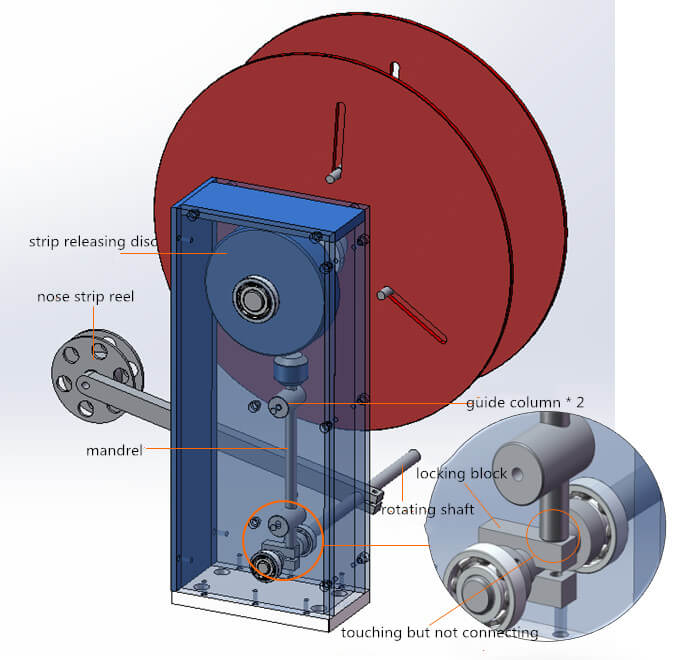
코 스트립 릴 → 회전 샤프트 → 잠금 블록 → 맨드 릴 → 스트립 방출 디스크
이 메커니즘은 안내/운전 메커니즘에 재료가 부족한 경우 스트립을 공급할 수 있으며, 너무 많은 재료가 방출 될 때 중지됩니다. 특정 작업 원칙은 다음과 같이 설명 할 수 있습니다.
코 스트립은 스트립 릴 아래에 전달됩니다. 안내/구동 메커니즘에서 재료가 부족한 경우, 코 스트립이 긴장되어 스트립 릴이 들어 올리고 회전 샤프트의 회전을 유도합니다. 그런 다음 샤프트는 잠금 블록을 구동하여 시계 방향으로 움직이고 맨드릴을 내립니다. 그 후 재료 디스크가 회전합니다.
반면에, 코 스트립은 과도하게 릴리스되면 느슨해집니다. 따라서 스트립 릴이 아래로 이동하고 다음의 움직임은 위의 과정과 반대입니다. 마침내 Mandrel은 재료 디스크를 지원하고 동작을 중지합니다.
안내/운전 메커니즘
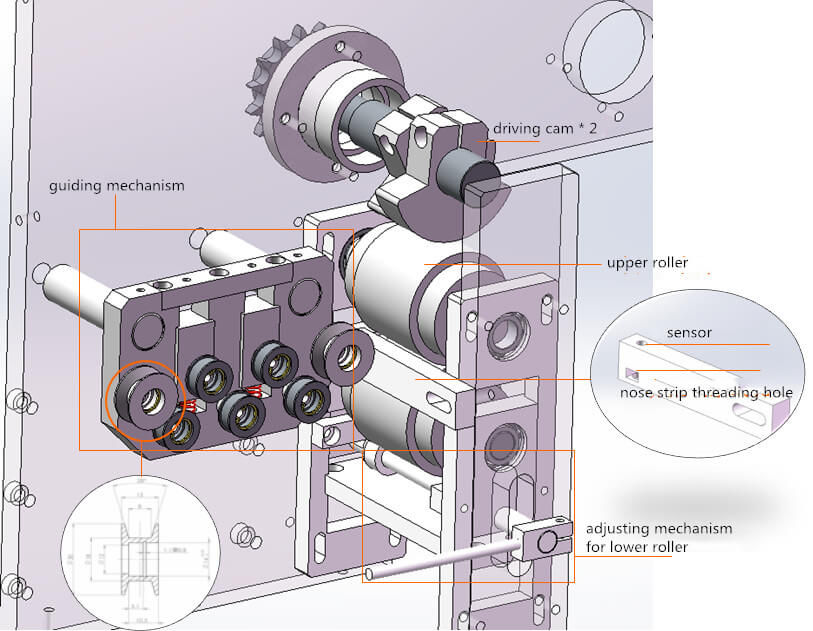
낮은 롤러에 대한 조정 메커니즘은 동일한 원리 및 재료 전달 메커니즘과 동일한 기능에서 작동합니다. 그들 사이에 다른 것은 조정 나사가 먼저 지붕을지지하는 다음 스프링을 통해 롤러를지지하는 것과 롤러의 슬라이딩 블록을지지한다는 것입니다.
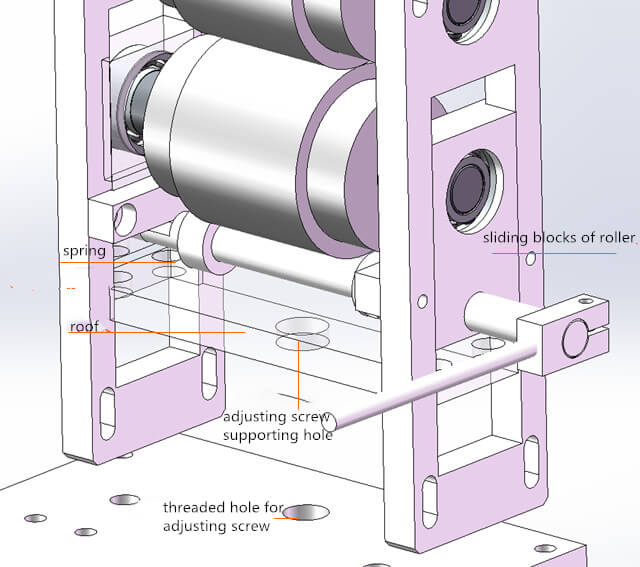
안내 메커니즘의 기능은 스트립 편차를 피하는 것입니다. 우리는 왼쪽과 오른쪽의 두 롤러가 V 유형이라는 것을 그림에서 알 수 있습니다.
메커니즘을 안내 한 후, 코 스트립은 센서 설치 블록, 롤러 사이 및 마침내 재료 채널로 전달됩니다. 운전 캠은 롤러를 구동합니다. 하나의 원이 회전함에 따라 롤러를 한 번 터치하고 롤러의 회전을 구동합니다.
왜 두 개의 캠이 필요한지 물어볼 수도 있습니까? 실제로, 두 개의 캠은 사용자가 롤러로 접촉 각도를 편리하게 조정하여 코 스트립 방출 길이를 편리하게 조정하는 데 도움이 될 수 있습니다.
c) 코 스트립 삽입 메커니즘
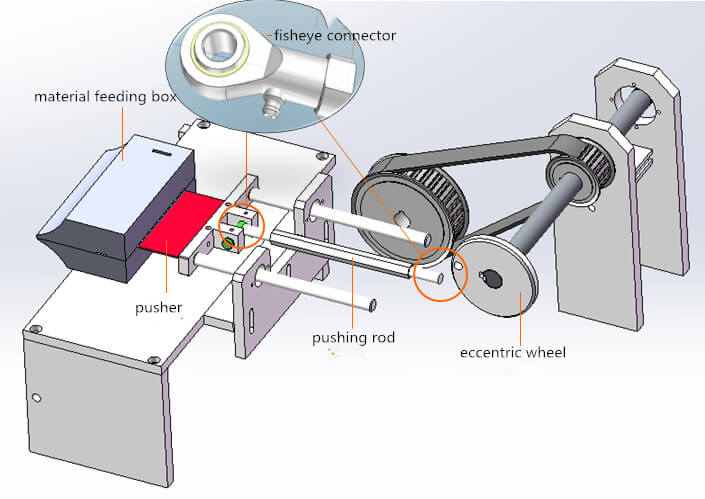
이 메커니즘은 순서대로 움직입니다. 편심 휠은 푸시로드와 푸셔를 전진하여 재료 사이에 코 스트립을 삽입합니다.
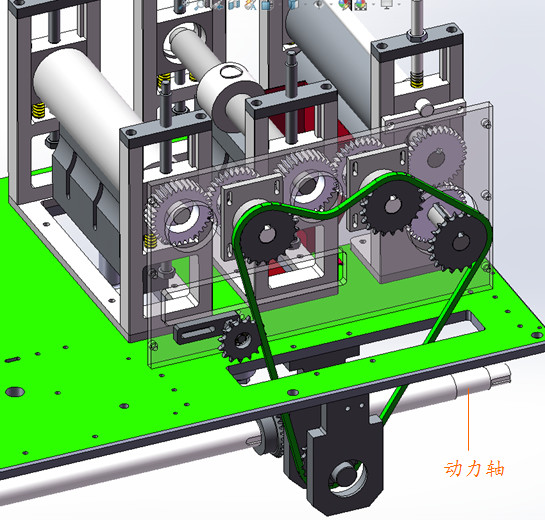
파워 샤프트
이 메커니즘의 힘은 또한 전력 샤프트에서 나오는데, 이는 코 스트립 공급 및 삽입 메커니즘을위한 샤프트를 제공합니다.
다음 그림은이 메커니즘의 세부 사항을 보여줍니다.
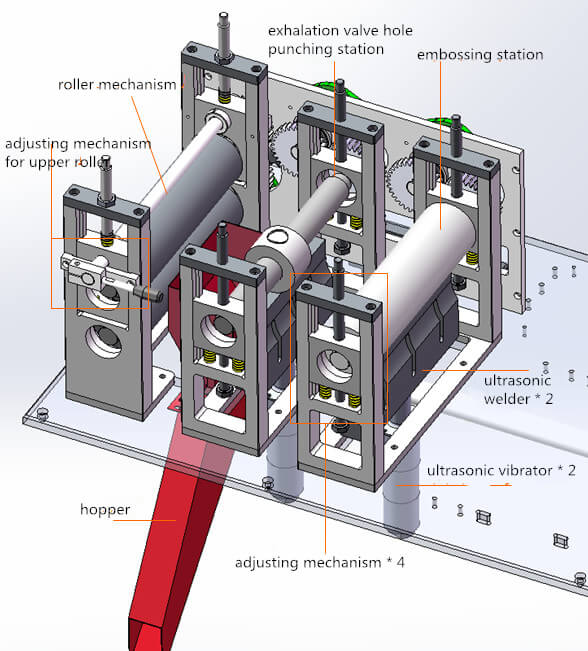
a) 엠보싱 스테이션
N95 마스크에 정맥을 엠보싱하기 위해 롤러에 선이 있습니다 (그림에는 표시되지 않음)이 있습니다.
이 스테이션의 조정 메커니즘도 명확합니다. 상단 및 하단 나사는 슬라이딩 블록을 고칠 수 있습니다. 중앙 스프링은 하단 나사를 고정하지 않고 상단 나사가 풀릴 때 엠보싱 롤러를 들어 올리는 기능을합니다.
b) 호기 밸브 홀 펀칭 스테이션
롤러의 돌출 원은 호기 밸브를 위해 구멍을 뚫을 수 있습니다. 펀치 폐기물은 호퍼를 통해 배출됩니다. 그러나이 기계에서 생산 된 마스크에는 호기 밸브가 없으므로이 펀칭 스테이션이 필요하지 않습니다.
c) 롤러 메커니즘
천 재료를 앞으로 운전할 수 있습니다.
 한국어
한국어