
- 상품명
- 키워드
- 제품 모델
- 제품 요약
- 제품 설명
- 전체 텍스트 검색
 한국어
한국어 번호 검색 :8 저자 :그랜드 포장 게시: 2020-04-21 원산지 :Grand Packing
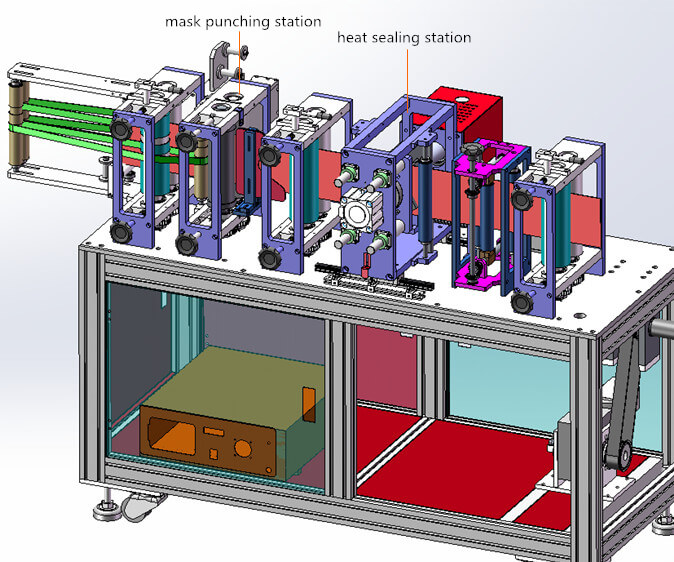
이 두 스테이션은 서로 연관되어 있으므로 여기에서 함께 분석됩니다.
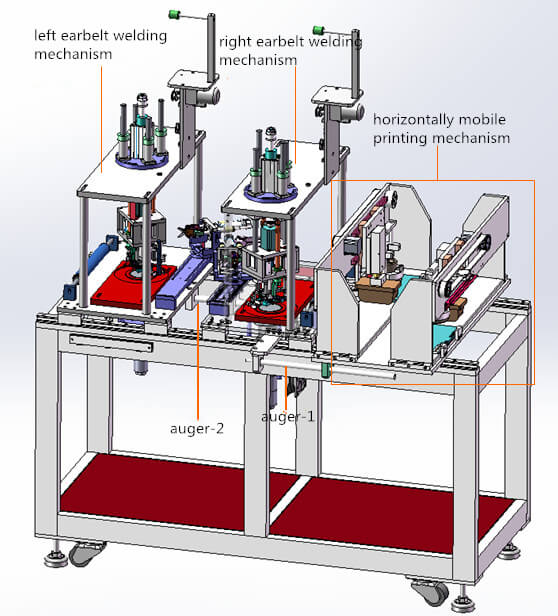
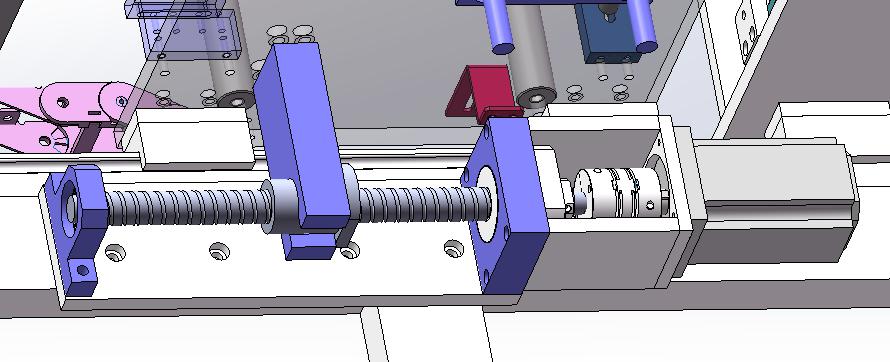
왼쪽 및 오른쪽 이어 벨트 용접 메커니즘을 연결하는 데 두 개의 오거가 사용된다는 것을 알 수 있습니다. 한편, 그들은 함께 기계 프레임의 가이드를 따라 움직입니다. 드라이버는 기계 프레임 아래의 서보 모터 및 나사 메커니즘입니다.
그러나 왜 그들은 움직입니까?
그 이유는 다음과 같습니다. 천 재료는 앞으로 나아가고 있으며, 모바일 인쇄 메커니즘과 이어 벨트 용접 메커니즘은 작동 중에 재료와 접촉해야합니다. 따라서 접촉하는 동안 이러한 메커니즘과 재료 사이에 상대적인 움직임이 없어야합니다. 이러한 이유로, 모바일 인쇄 메커니즘과 이어 벨트 용접 메커니즘은 재료로 전진하고 재료와 분리 된 후에 반환해야합니다.
다음과 같은 N95의 텍스트를 찾을 수 있습니다.

이 방송국에서 정확히 인쇄됩니다.
다음은 특정 구조입니다.
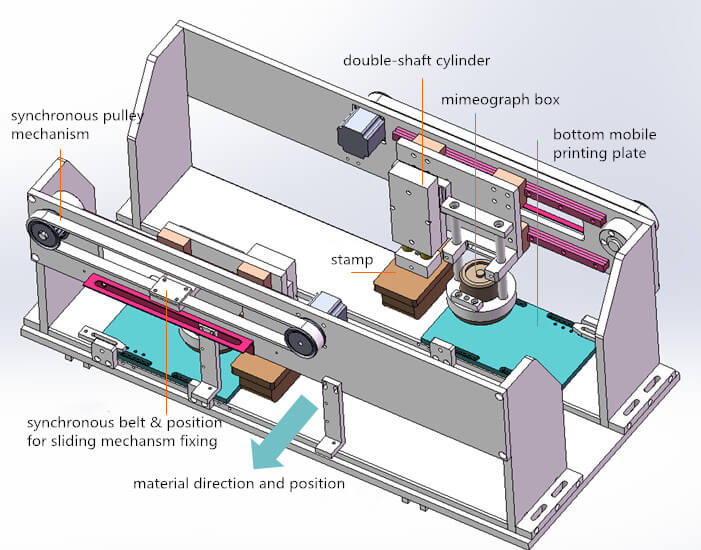
우선, 왼쪽 및 오른쪽 모바일 인쇄 메커니즘의 작동 원리는 동일합니다.
후면 스탬프 및 미임 사진 박스는 동기 벨트 및 가이드 메커니즘으로 구동됩니다. 모터는 동기식 풀리를 구동하여 슬라이딩 메커니즘과 동기식을 고정하여 선형 운동을 할 수 있도록합니다.
a) 마임 그래프 박스를 갖는 바닥 모바일 플레이트의 코팅 채색 변수;
b) 스탬프는 모바일 플레이트 상단으로 이동합니다. 이중 샤프트 실린더는 스탬프를 낮추고 눌러 색을 고정합니다.
c) 마침내 스탬프는 재료로 올라갑니다. 이중 샤프트 실린더 로우와 색소는 재료에 찍혀 있습니다.
왼쪽 및 오른쪽 이어 벨트 용접 메커니즘은 동일한 구조와 작업 원리를 가지지 만 반대 위치입니다.
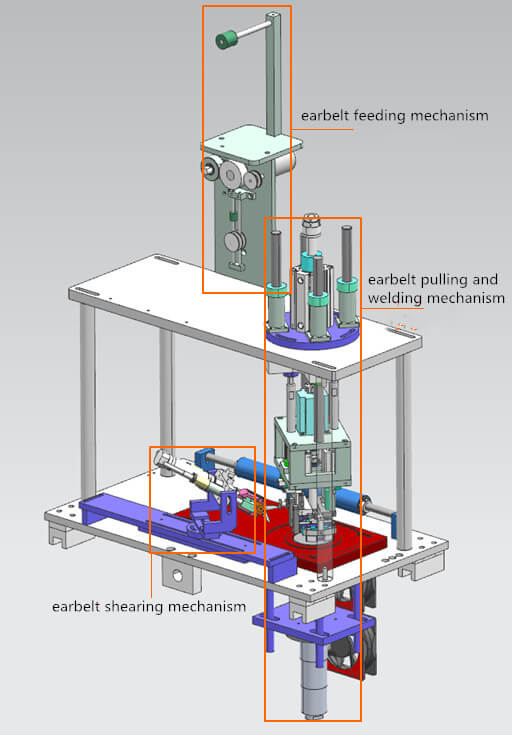
작동 흐름 :
A) 이어 벨트는 공급 메커니즘에 의해 공급되고 용접 메커니즘으로 당겨집니다.
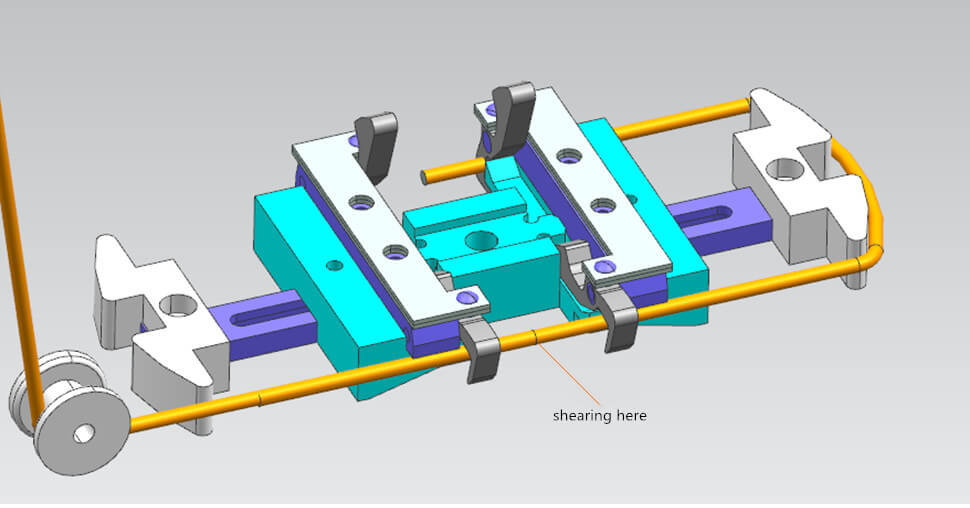
b) 이어 벨트 당기기 및 용접 메커니즘은 이어 벨트를 당기고 셰라 잉 메커니즘을 전단합니다.
c) 마침내 용접 메커니즘은 마스크에 이어 벨트를 용접합니다.
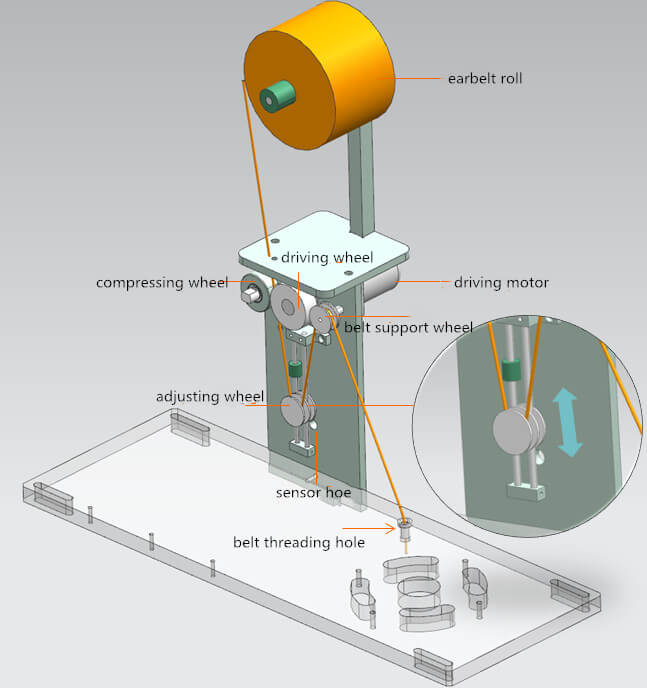
이어 벨트 경로 : 이어 벨트 롤 → 운전 휠 및 압축 휠 → 조정 휠 조정 → 벨트 지지대 → 벨트 나사산 구멍
압축 휠은 이어 벨트를 운전 휠에 압축합니다. 운전 휠이 회전함에 따라 이어 벨트는 아래쪽으로 움직입니다. 다른 쪽 끝에서, 이어 벨트는 나사산 구멍을 통해 당기기 메커니즘과 연결합니다. 그러나 이어 벨트 방출 속도는 당기 속도와 일치하지 않습니다. 이 경우 휠 조정은 이어 벨트 장력을 조정하는 역할을합니다.
출시되면 이어 벨트가 느슨해지고 센서가 감지 될 때까지 휠 조정이 떨어집니다. 그런 다음 모터를 구동합니다. 한편, 당기기 메커니즘은 계속 이어 벨트 당기고 조정 휠을 들어 올릴 것입니다. 센서가 휠을 감지하지 않으면 구동 모터가 다시 래지기를 시작하고 이어 벨트를 방출합니다. 이 방출 모션은 반복됩니다.
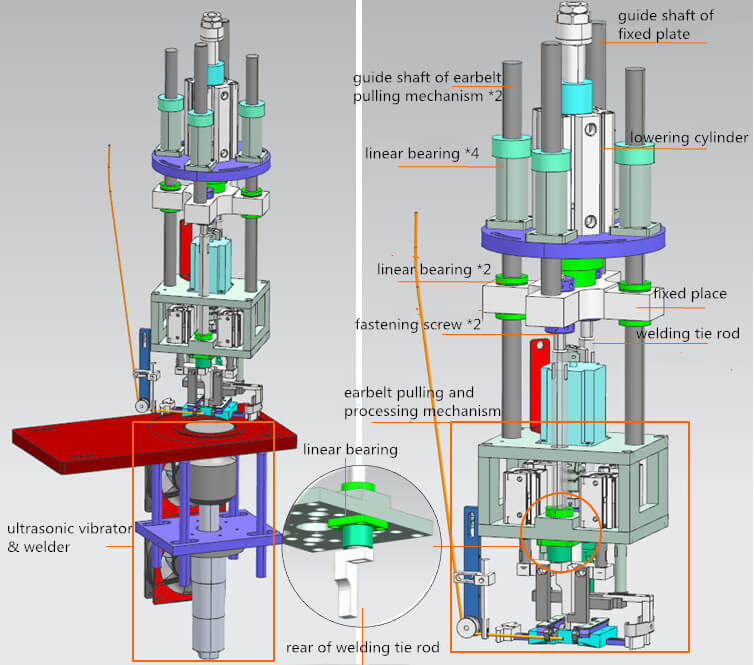
a) 일부 부품은 어떻게 연결되어 있습니까?
하강 실린더는 고정판을 구동합니다.
용접 타이로드는 잠금 나사를 통해 고정판에 잠겨 있습니다.
용접 타이로드와 이어 벨트 당기기와 처리 메커니즘 사이의 움직임은 상대적입니다. 그러나로드가 메커니즘에 접촉하는 바닥으로 들어 올리면 전체 메커니즘이 유지됩니다.
b) 수직 운동의 원리 :
실린더를 낮추는 것은 고정판 아래로 밀립니다.
고정판 고정판은 용접 타이로드를 아래로 밀어 넣습니다.
용접 넥타이로드에 의해 유지 된 이어 벨트 당기기 메커니즘은 중력으로 인해 아래로 움직입니다.
메커니즘 바닥을 당길 때, 낮은 실린더는 바닥까지 용접 타이로드를 아래로 밀어냅니다.
하단 실린더는 고정판을 위로 올리도록 구동합니다.
고정판은 용접 타이로드를 구동하여 위로 이동합니다. 그런 다음로드 엔드는 이어 벨트 당기기 메커니즘에 닿아이 두 부분이 함께 움직입니다.
그들은 실린더의 한계로 이동합니다.
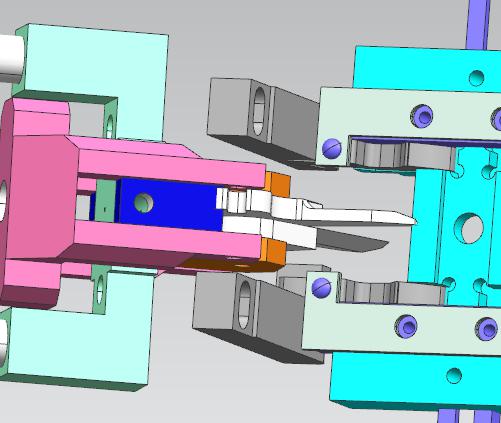
c) 이어 벨트 당기기 및 용접 메커니즘
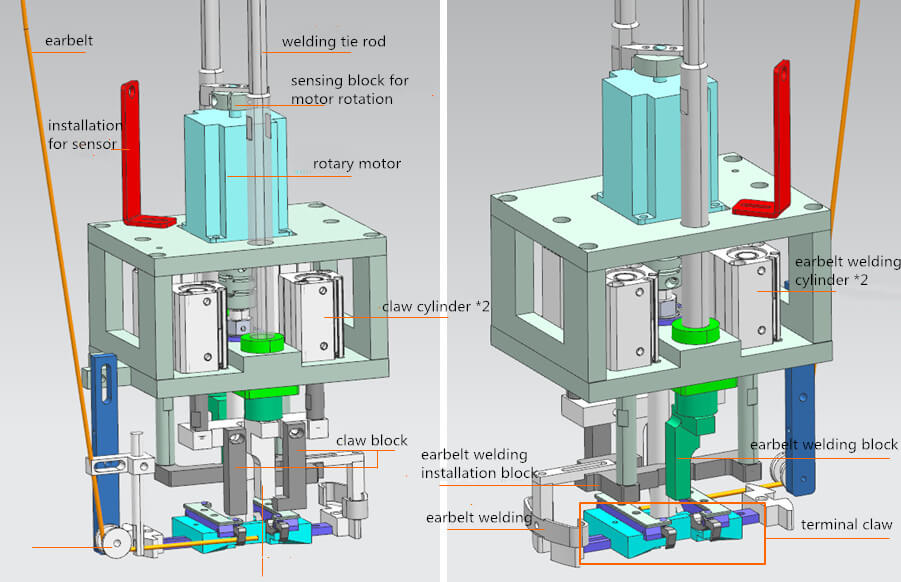
이것은 두 각도의 이어 벨트 당기기 및 처리 메커니즘의 그림이며 다음은 터미널 클로의 세부 이미지입니다.
나. 일부 부품의 기능
센서는 회전 각도를 제어하기 위해 모터 회전을위한 감지 블록을 감지하여 모터와 협력합니다 (시간당 180 °)
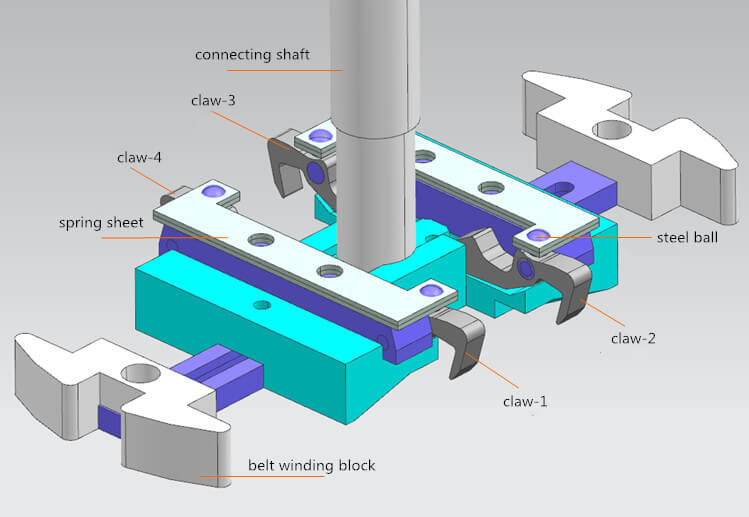
봄의 상태는 스틸 볼로 보관할 수 있습니다. (발톱 블록으로 누르면 스프링이 반창하지 않습니다)
클로는 클로 블록으로 누른 후에 이와 같은 것입니다 (이어 벨트가 풀릴 경우 이어 벨트를 누를 수 있음) :
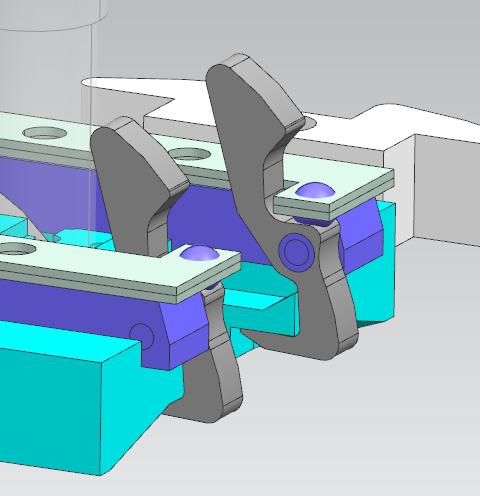
II. 작업 순서 (가장 중요한)
처음에는 이어 벨트가 Claw-1에 의해 압박됩니다.
로터리 모터는 터미널 클로를 180 °로 회전시킵니다. 그런 다음 Claw-1은 자동으로 이어 벨트를 다음 상태로 끌어 당깁니다.
발톱 실린더 드라이브 클로 블록으로 클로를 낮추고 이어 벨트를 누릅니다. 그런 다음 이어 벨트 전단 메커니즘은 이어 벨트를 전단하고 발톱 블록으로 돌아갑니다.
양면의 이어 벨트 용접 블록이 이어 벨트의 두 끝을 누르기 전까지 전체 메커니즘이 낮아집니다.
마스크에 이어 벨트 용접 블로브 용접 이어 벨트; 이어 벨트 용접 실린더는 용접 스트립을 아래로 밀립니다. 스트립이 이어 벨트를 구불 구불 한 블록에서 밀어 넣는 동안 용접 스트립의 설치판은 발톱 -2,3 & 4의 수탉 끝을 눌러 3 개의 발톱을 복원합니다. 동시에, 클로는 전단 이어 벨트를 방출 할 수 있습니다. (참고 : 클로 1을 누르지 않았습니다);
참고 : 후속 동작에서 설치판은 Claw2 & 3 만 누릅니다.
전체 메커니즘이 들어옵니다. 마침내 이어 벨트는 성공적으로 용접됩니다. 위의 공정은 이어 벨트가 빠르게 당겨지고 용접되도록 반복됩니다.
자주색 부분은 메커니즘의 각도와 위치를 조정하는 데 사용됩니다.
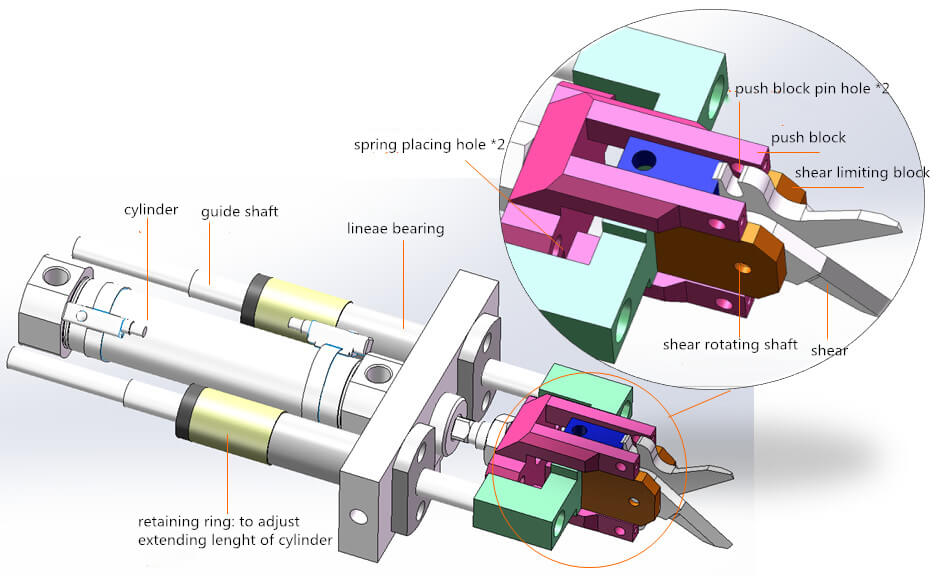
푸시 블록 핀 구멍에 핀이 있으며 실제 생산에는 전단 회전 샤프트가 있습니다. 스프링은 또한 스프링 배치 구멍에 배치됩니다. 게다가, 푸시 블록, 녹색 부분 및 전단 제한 블록 사이에는 연결이 없습니다. 그들은 미끄러질 수 있습니다.
a) 실무 순서 :
실린더는 프론트 엔드 메커니즘을 이어 벨트로 밀어 넣습니다.
전단 제한 블록 접촉 클로 블록 (다음 이미지에 표시됨)을 제한하는 경우에도 실린더는 지속적으로 푸시됩니다. 그러나 전단은 밀려 나게하고 이어 벨트가 전단되도록 밀어냅니다.
반환하는 동안 스프링은 전단 제한 블록에서 푸시 블록을 분리하고 전단 복원이 열려 있습니다.
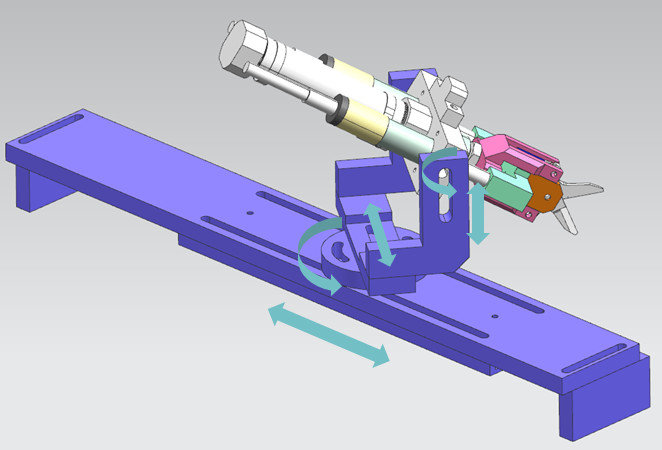
우리 모두 알다시피, KN95는 접 힙니다. 실제로이 메커니즘은 마스크를 접는 데 정확히 사용됩니다.
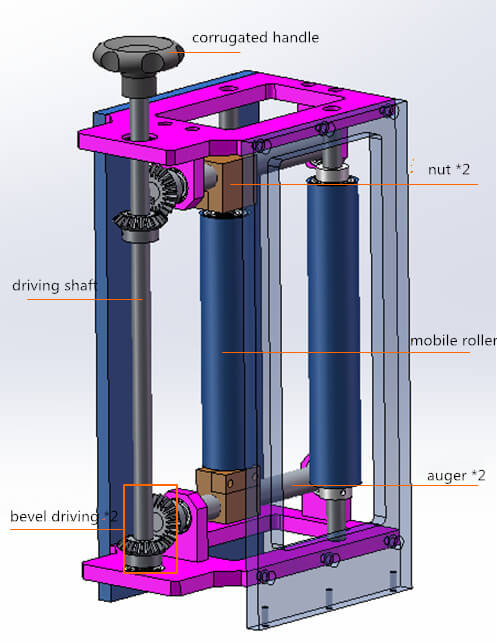
회전 골판지 손잡이는 운전 샤프트를 회전시킬 수 있습니다. 그런 다음 Auger는 또한 Bevel Driving 메커니즘에 의해 회전하도록 구동됩니다. 마침내 모바일 롤러의 위치를 조정할 수 있습니다.
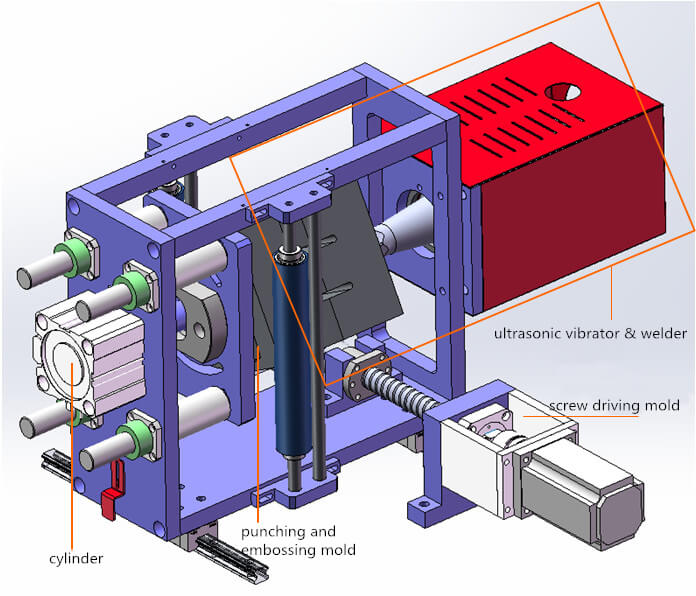
나사 구동 금형은 전체 메커니즘을 왕복하여 마스크의 상대적 변위가 없도록합니다. 접힌 마스크 ID는 초음파에 의해 가열되어 펀치를 쳤다.
이 역 전에 이어 벨트는 아래로 향합니다. 그러나 모든 엔드 마스크의 이어 벨트가 위로 향합니다. 이 스테이션의 기능 : 이어 벨트를 뒤집습니다.
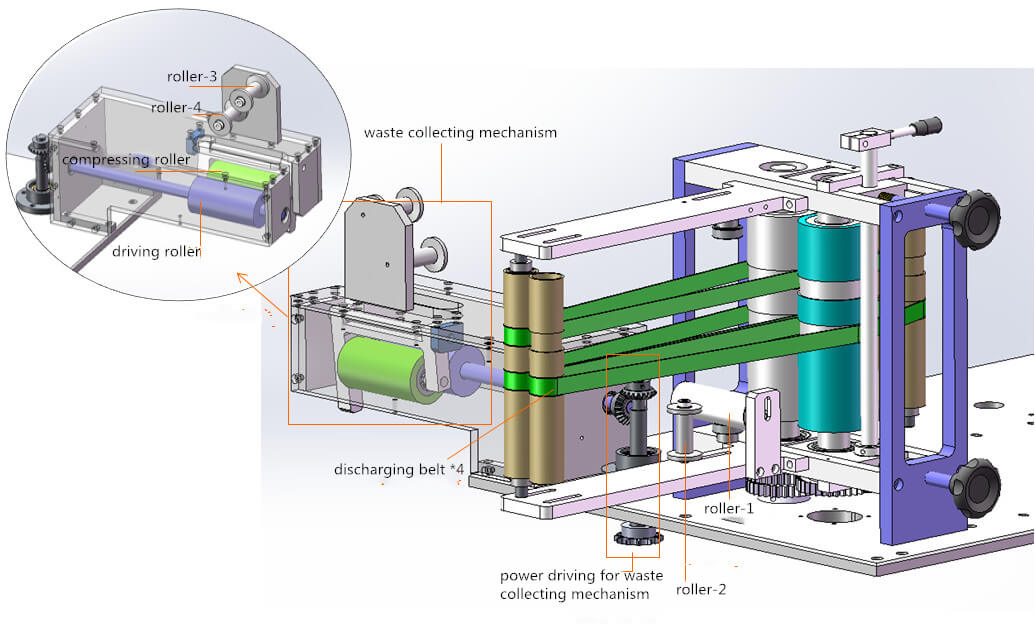
배출 벨트는 마스크를 방전 할 수 있습니다. 펀치 폐기물은 순서대로 배출됩니다 : 롤러 -1 → 롤러 -1 → 롤러 -3 → 롤러 -4 → 구동 롤러 및 압축 롤러.
폐기물 수집 메커니즘의 힘은 또한 파워 샤프트에서 비롯되며 베벨 메커니즘에 의해 전달됩니다. 그러나 파워 샤프트의 전력 원점은 무엇입니까?

전력 원점은 서보 모터 및 감속기임을 알 수 있습니다. 그들의 전력은 파워 샤프트를 통해 다른 스테이션으로 전송 될 수 있습니다.
장비는 여러 기계 프레임으로 구성됩니다. 파워 샤프트를 분리하는 동안 파워 샤프트를 분해하지 않으려면 유연한 범용 커플 링이 연결 장소에서 사용됩니다.

 한국어
한국어